



Engineering, Design & Manufacturing
“Since 1966”
Custom-designed machinery, turnkey pipe production solutions, and heavy-duty industrial equipment for steel, wind energy and infrastructure industries.
Products and Industries
-

Steel Welded Pipe
Turnkey factory solutions for large diameter smooth wall welded steel pipes.
-

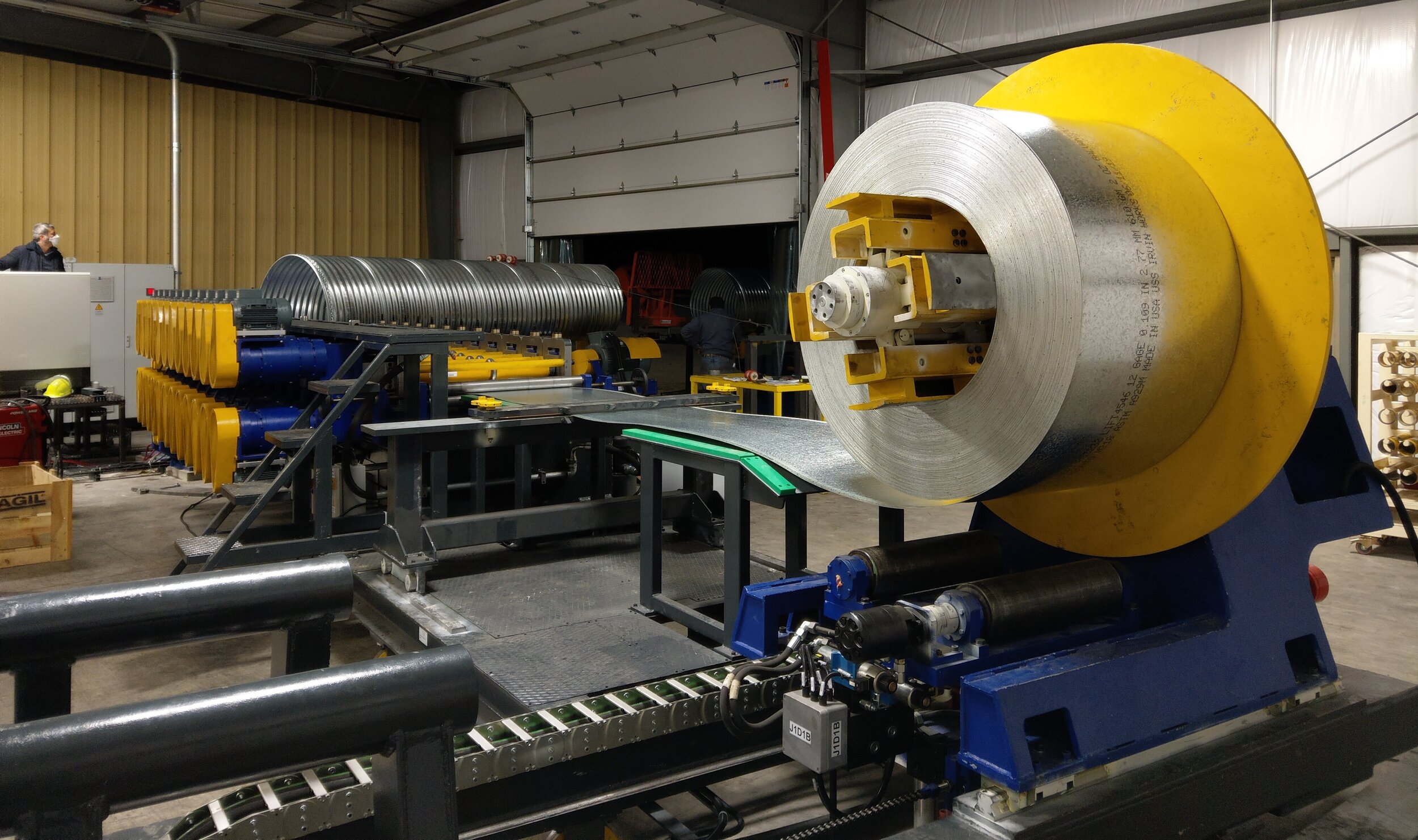
Corrugated Metal Pipe
Corrugated lockseam pipe mills available with different corrugation profiles.
-

Wind Energy
Various machinery for wind turbine tower manufacturers.
-

Machining Centers
CNC Machining Centers designed according to customer’s need.
-

Cut to Length
Cut to length systems designed for sheet production from steel coils.
-

Others
Custom designed heavy-duty gearboxes, hydraulic cylinders and more.
Cagil Makina on Instagram